
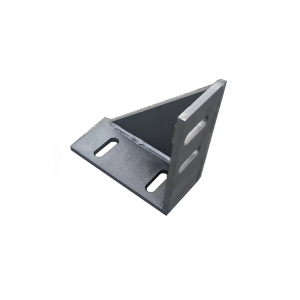
Прилагодена висококвалитетна стега за водилка за лифт во облик на Т-форма

Опис
| Тип на производ | прилагоден производ | |||||||||||
| Услуга на едно место | Развој и дизајн на мувла - поднесување примероци - производство на серии - инспекција - површинска обработка - пакување - испорака. | |||||||||||
| Процес | штанцување, виткање, длабоко цртање, изработка на лим, заварување, ласерско сечење итн. | |||||||||||
| Материјали | јаглероден челик, не'рѓосувачки челик, алуминиум, бакар, поцинкуван челик итн. | |||||||||||
| Димензии | според цртежите или примероците на клиентот. | |||||||||||
| Заврши | Спреј боење, галванизација, топло поцинкување, прашкасто премачкување, електрофореза, анодизирање, оцрнување итн. | |||||||||||
| Област на примена | Автоделови, делови за земјоделски машини, делови за инженерски машини, делови за градежништво, градинарски додатоци, еколошки делови за машини, бродски делови, делови за авијација, фитинзи за цевки, делови за хардверски алати, делови за играчки, електронски делови итн. | |||||||||||
Зошто да го изберете Синџе?
Кога ќе го посетите Синже, имате работа со квалификуван специјалист за печатење метал. Служејќи им на клиентите ширум светот, ние сме специјализирани за печатење метал речиси една деценија. Нашите техничари за калапи и инженери за дизајн се стручни професионалци кои се посветени на својата работа.
Кој е клучот за нашите достигнувања? Два збора го сумираат одговорот: обезбедување квалитет и барања. За нас, секој проект е посебен. Тој е воден од вашата визија и наша должност е да ја оствариме таа цел. За да го постигнеме ова, се трудиме да го разбереме секој аспект од вашиот проект.
Ќе почнеме да работиме на развивање на вашата идеја штом ќе ја слушнеме. Процесот има неколку контролни точки. Ова ни овозможува да гарантираме дека готовиот производ целосно ги задоволува вашите потреби.
Нашиот тим сега се фокусира на следниве категории за услуги за печатење метал по нарачка:
Постепено печатење и за мали и за големи количини.
Секундарно печатење во мали серии.
удирање во внатрешноста на калапот.
секундарно или склопно јазиче.
и машинска обработка и обликување.
Управување со квалитет




Викерсов инструмент за тврдост.
Инструмент за мерење на профили.
Спектрографски инструмент.
Инструмент со три координати.
Слика од пратката




Процес на производство




01. Дизајн на калапи
02. Обработка на калапи
03. Обработка на сечење жица
04. Термичка обработка на мувла




05. Монтирање на калап
06. Отстранување на мувла
07. Отстранување на задебелувања
08. галванизација


09. Тестирање на производи
10. Пакет
Предност
Печатењето е погодно за масовно производство на сложени делови. Поконкретно, нуди:
• Комплексни форми, како што се контури
• Големи количини (од илјадници до милиони делови годишно)
• Процеси како што е финото обложување овозможуваат формирање на дебели метални лимови.
• Ниски цени по парче
Процес на галванизација
Процесот на галванизација вклучува повеќе чекори за да се обезбеди квалитет и перформанси на конечниот слој како што се очекува. Следново е основниот процес на галванизација:
1. Обесување: Прицврстете ги деловите што треба да се галванизираат на спроводливата алатка за да формирате затворена јамка со изворот на енергија за да се подготвите за процесот на галванизација.
2. Одмастување и одмастување: Исчистете ја површината на деловите и отстранете ги нечистотиите како што се маснотии, прашина итн. Овие нечистотии ќе влијаат на последователниот ефект на позлата и изгледот на површината на делот.
3. Миење со вода: Исчистете ги хемиските супстанции и нечистотиите што остануваат на површината на деловите за време на процесот на одмастување и отстранување на маслото.
4. Активирање со маринирање: Преку корозивниот ефект на киселиот раствор, се отстрануваат оксидните бигорчиња и 'рѓата на металната површина, со што се обезбедува чистота и активност на површината на деловите и се обезбедува добра основа за галванизација.
5. Галванизација: Во резервоарот за галванизација, деловите служат како катоди и се потопуваат во растворот за позлата заедно со анодата (позлатен метал). По енергизацијата, металните јони на облогата се редуцираат на површината на делот за да се формира потребната метална облога.
6. Пост-обработка: Извршете пост-обработка по потреба, како што се пасивација, запечатување итн., за да ги подобрите перформансите и изгледот на премазот.
7. Перење со вода: Исчистете го растворот за позлата и нечистотиите што остануваат на површината на деловите за време на процесот на галванизација.
8. Сушење: Исушете ги деловите за да се осигурате дека нема да остане влага на површината.
9. Закачување и проверка на пакувањето: Отстранете ги деловите од спроводливите алатки и спроведете проверка на квалитетот и пакувањето за да се обезбеди квалитетот на обложувањето и да се задоволат потребите на клиентите.
За време на процесот на галванизација, потребно е да се обрне внимание и на стандардизирани операции, како што се контролирање на густината на струјата, периодично менување на насоката на струјата, контролирање на температурата на растворот за галванизација и мешање на растворот за галванизација, за да се обезбеди униформност, рамномерност и осветленост на премазот. Покрај тоа, во зависност од специфичните потреби и видовите материјали, може да се извршат и специјални третмани како што се претходно галванизација и никелирање на дното за да се подобри адхезијата и отпорноста на корозија на премазот.
Категории на производи
-
Прилагодено Q235b заварување поцинкувана печатна хартија ...
-

Прилагодени додатоци за шини за лифтови...
-

Водич за лифтови со супер квалитет од кинеската фабрика...
-

Прилагодено поцинкувано печатење и виткање на висина...
-

Носач за водилка за лифт со нов дизајн, прилагоден...
-

Прилагоден специјален лифт за држачи за водилки...